English
English 中文简体
中文简体 русский
русский عربى
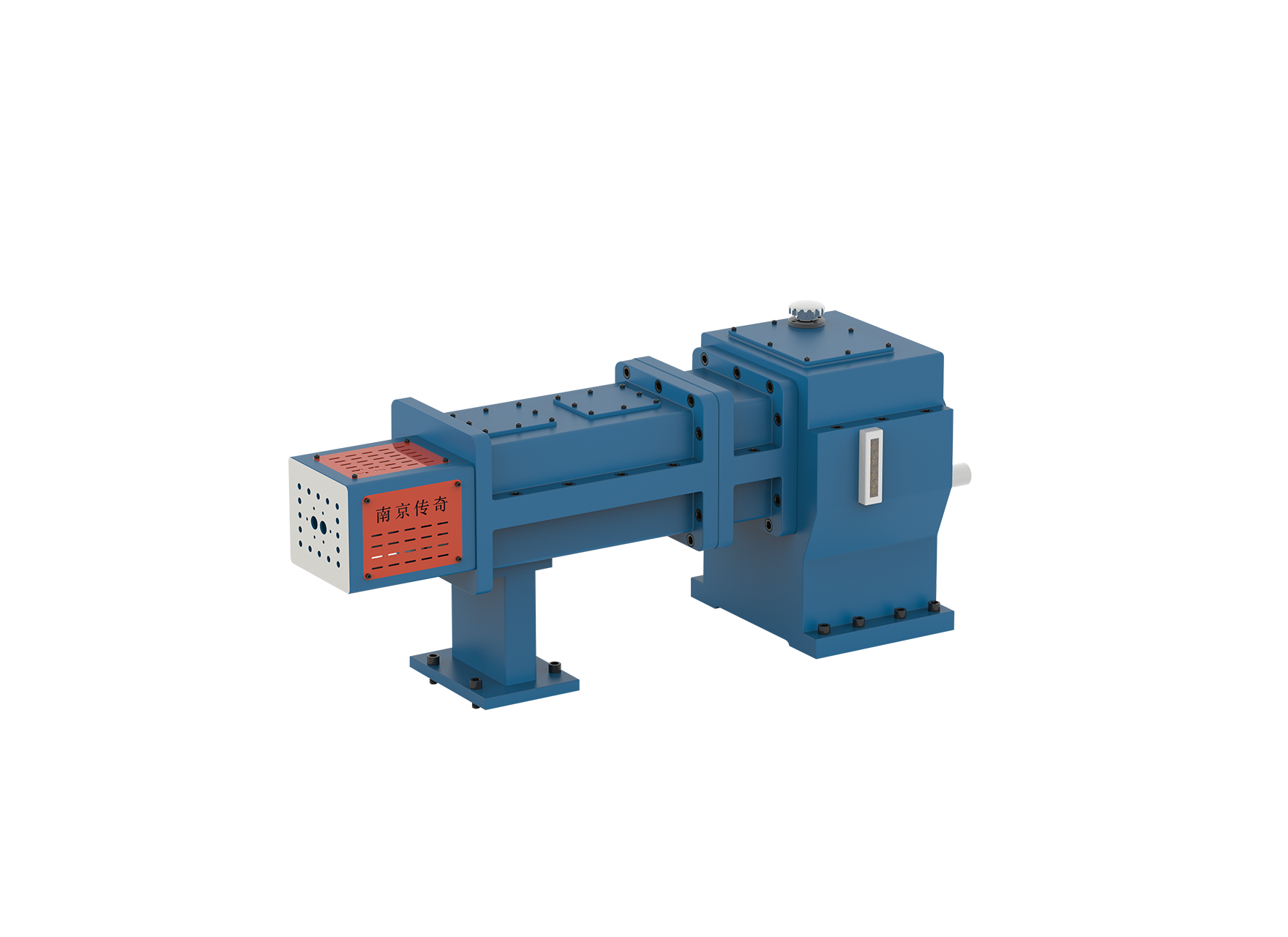
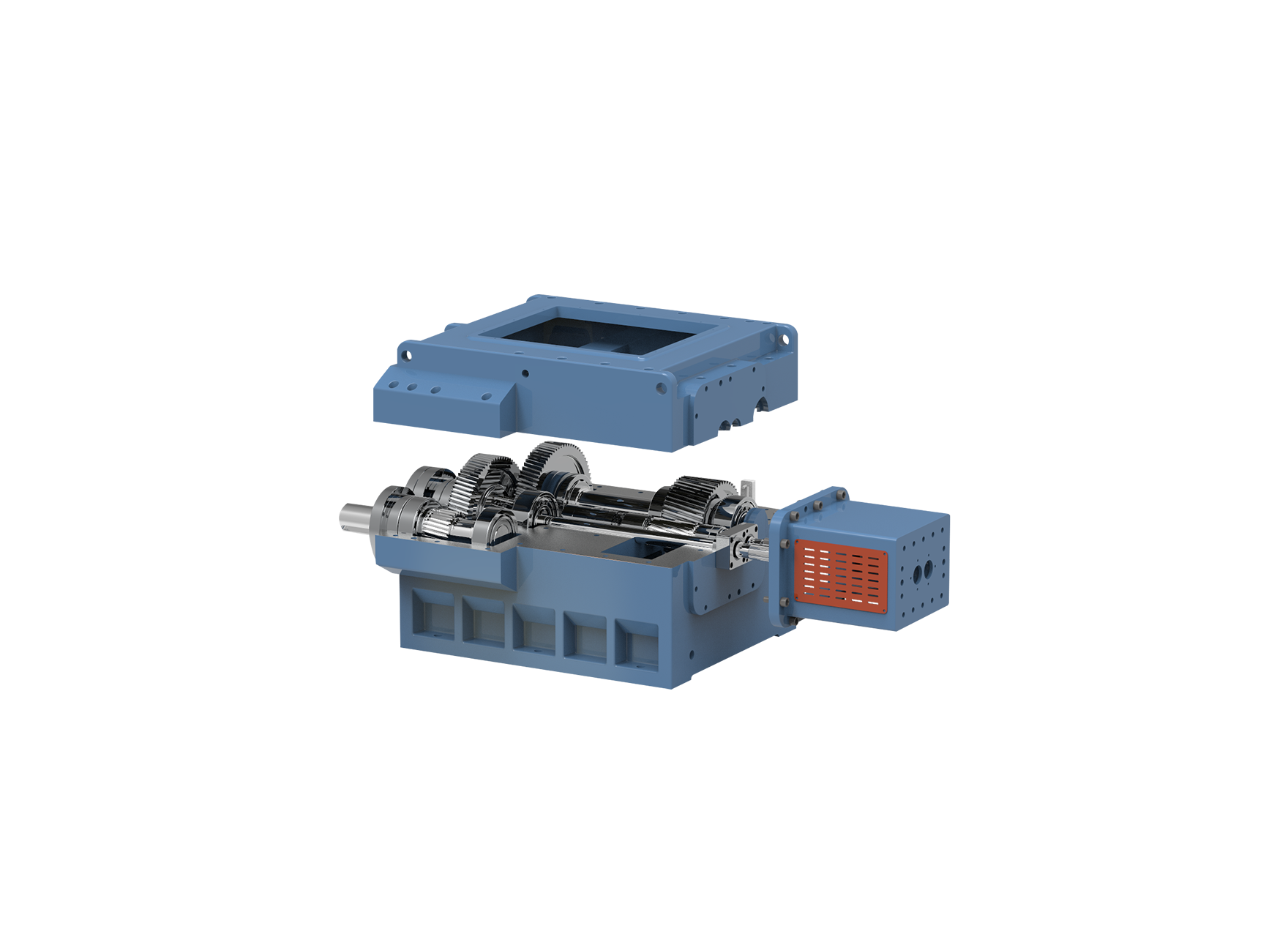
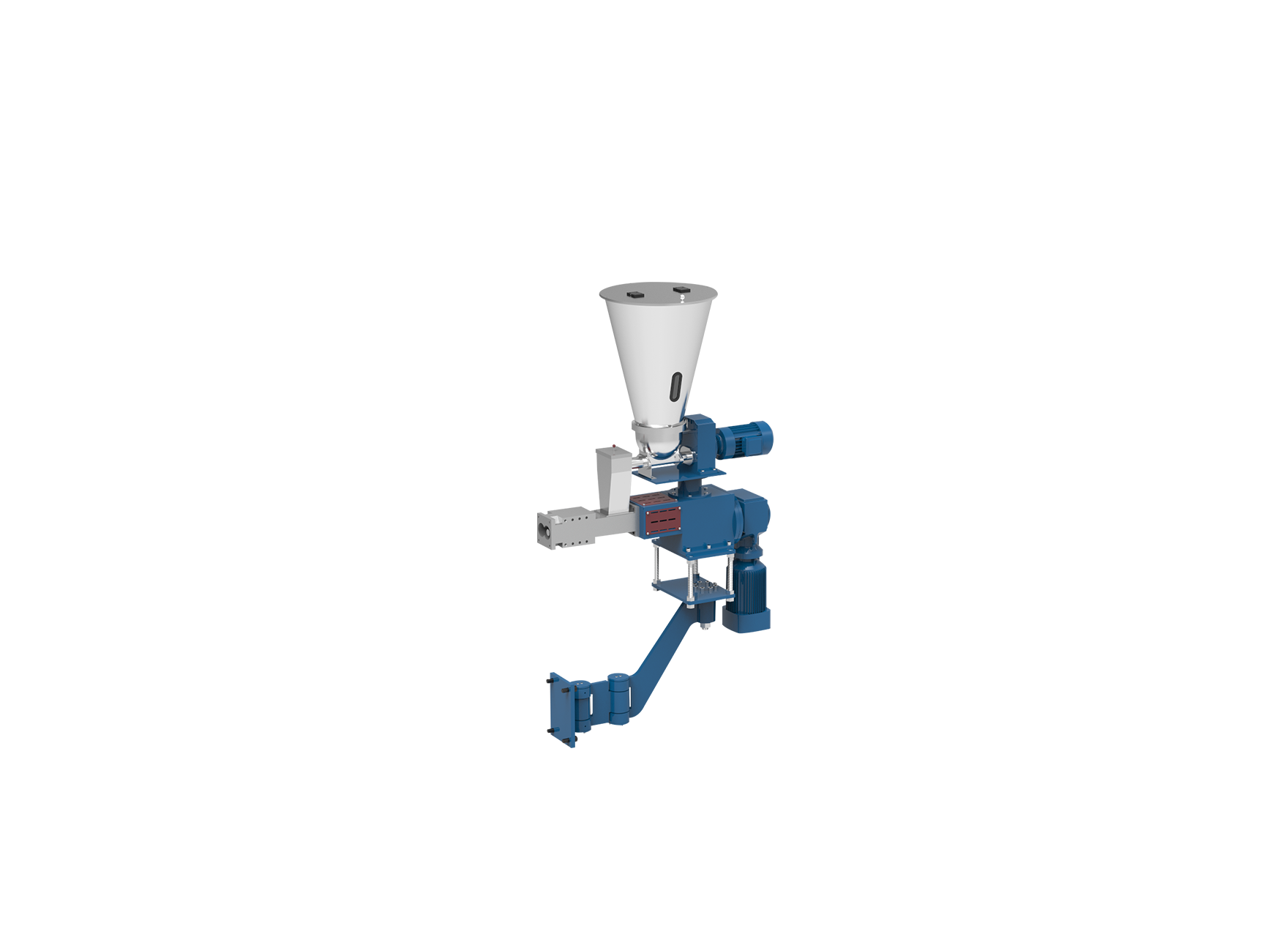
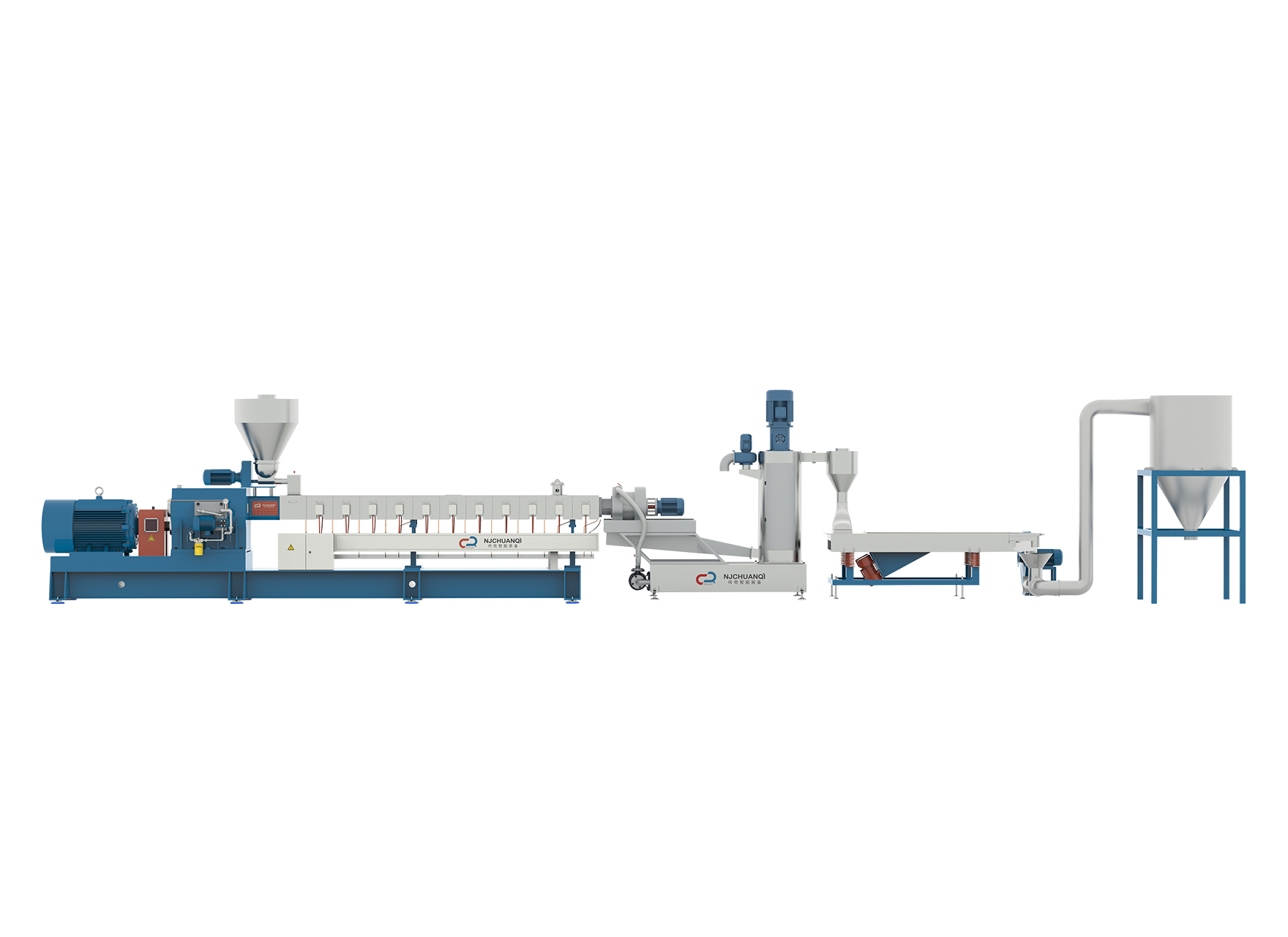
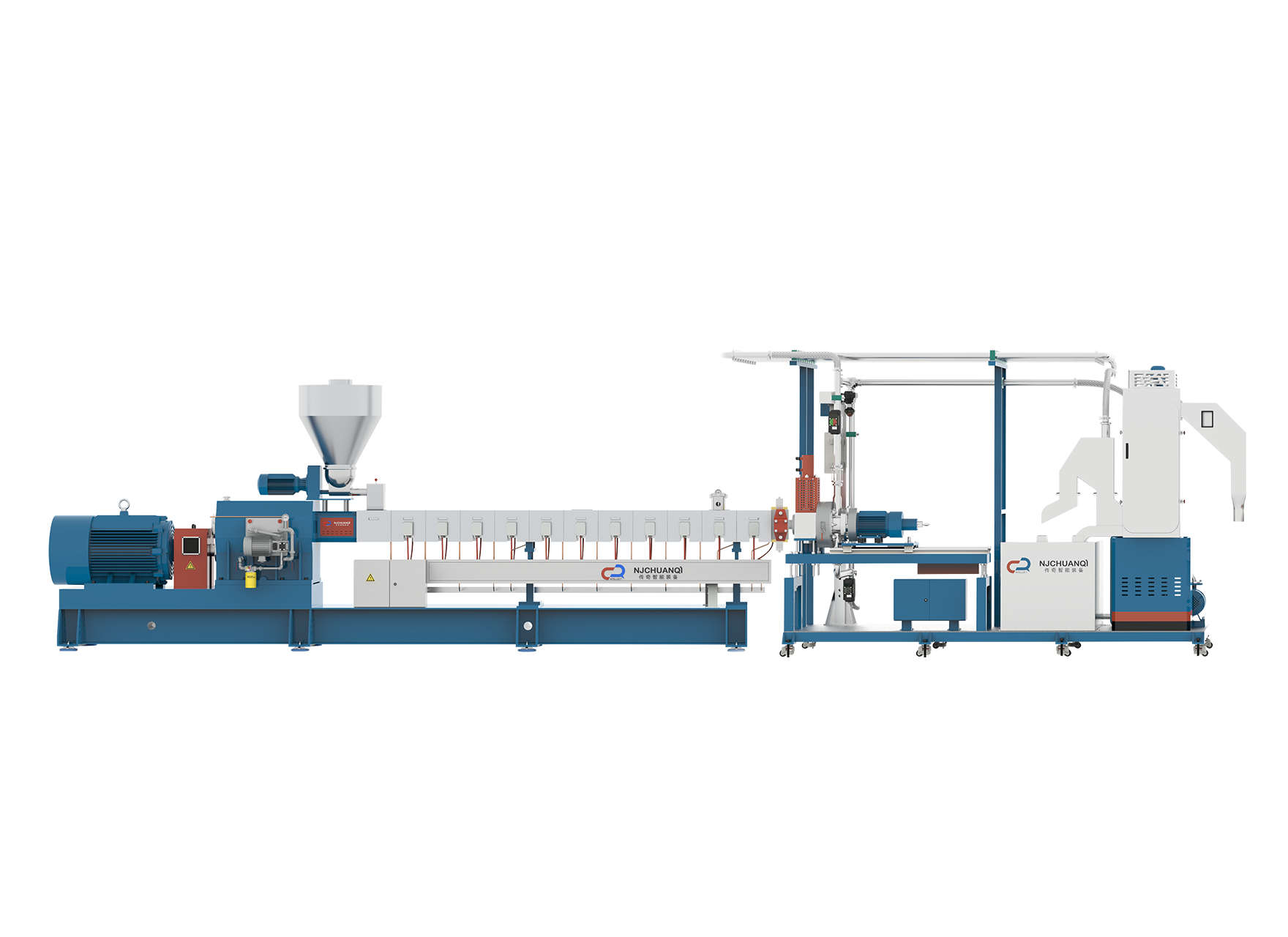
عربىThe principle of the twin-screw extruder is that there is a solid spiral in two seamless steel tubes, one of which is left-rotating and the other is right-rotating. When working, the two screws rotate through a pair of gears meshing in the position of the shaft extension, due to the rotation of the spiral body, so that the material for axial movement, so as achieves the purpose of conveying.
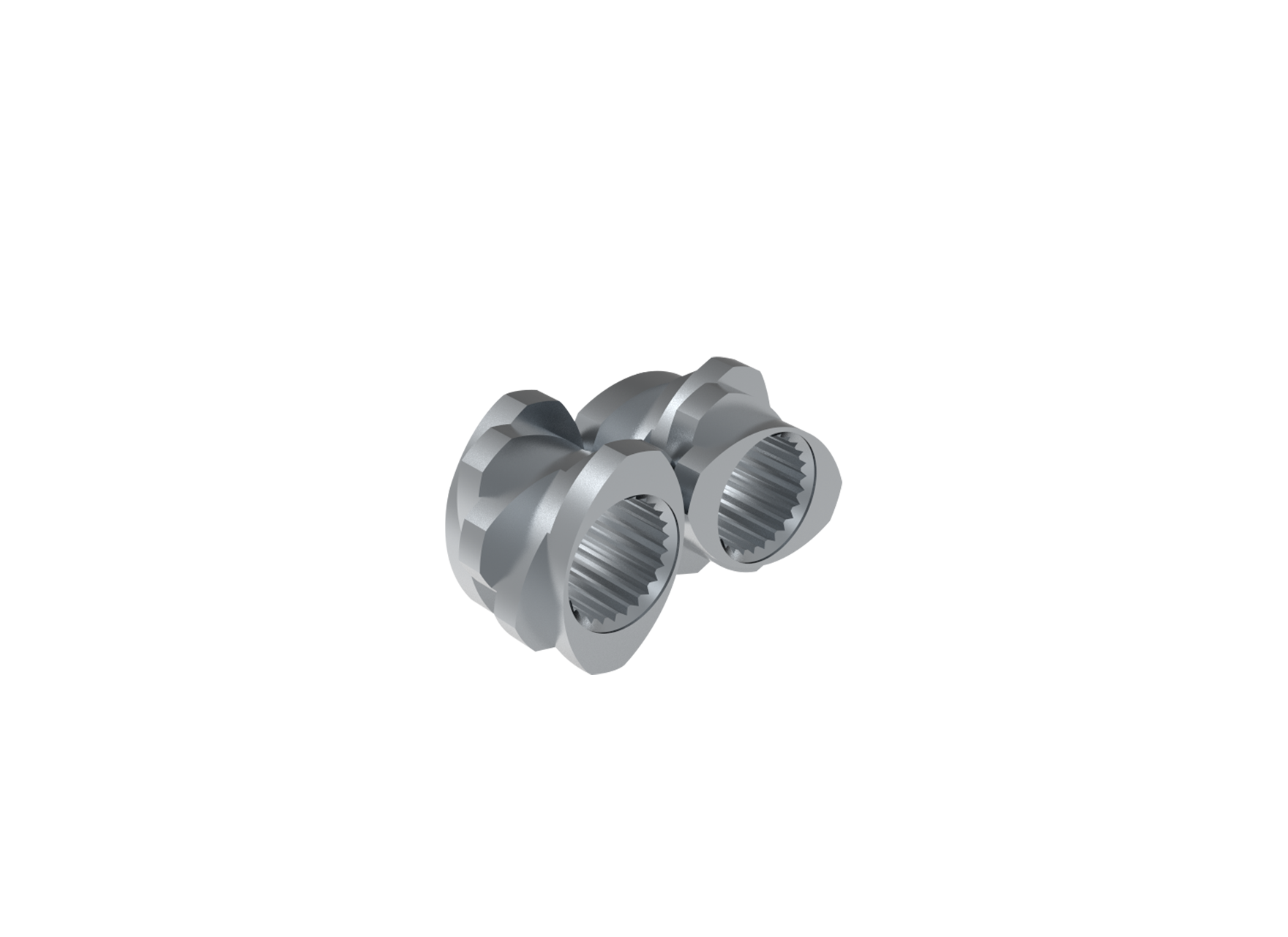
Fully meshing three-screw extruder The generation of thread end curves is based on the theory of twin screws. Since the two screws rotating in the same direction and opposite direction have different principles of generating the end face curve of the threaded element, it is impossible for one screw to satisfy the two principles of tooth formation at the same time. Therefore, the full meshing triangle arrangement of the three screws must be isotropic rotation, and the number of threaded heads must be odd, or for the single, or the triple, can not be double (double threaded three screws in any phase will have interference).
The triangular arrangement of the three screws, geometrically can not achieve conjugate engagement, that is, screw prongs and slots can not be equal width engagement. Three screws are arranged in a positive triangle, and from the geometric relationship, is easy to ensure the accuracy of the three screw processing and assembly.
The isotropic twin-screw extruder boasts several advantages owing to its design. ly, the simultaneous rotation of both screws in opposite directions enhances material conveyance efficiency. Additionally, the isotropic twin-screw configuration allows for better control over the extrusion process parameters, facilitating a wide range of applications across various industries.
In contrast, the three-screw extruder utilizes a fully meshing configuration. The principle of thread end curve generation is rooted in the twin-screw theory, yet the unique challenge arises due to the opposing principles of the two screws rotating in the same and opposite directions. To address this, the three screws must be arranged in a triangular pattern, ensuring isotropic rotation. It's crucial to note that the number of threaded heads must be odd to avoid interference, either as a single or triple arrangement.
The triangular arrangement of three screws presents geometric challenges, particularly in achieving conjugate engagement where screw prongs and slots have equal-width engagement. However, by arranging the screws in a positive triangle, geometric relationships can be exploited to maintain the accuracy of processing and assembly. This arrangement facilitates smoother operation and minimizes the risk of interference, ensuring the extruder's reliability and longevity.
One key difference between the twin-screw and three-screw extruders lies in their thread configurations. The twin-screw extruder operates with two screws in a parallel arrangement, providing efficient material conveyance and mixing. On the other hand, the three-screw extruder introduces an additional screw, creating a triangular arrangement for fully meshing threads. This distinction not only affects the extrusion process but also influences the types of materials each machine is outstanding suited for processing.
The choice between twin-screw and three-screw extruders often depends on the specific material and processing requirements. Isotropic twin-screw extruders excel in applications where precise control over mixing and conveying is crucial, making them suitable for a wide range of polymers, including polypropylene and rubber. Meanwhile, the geometric constraints of the three-screw extruder make it particularly effective in handling materials that benefit from a fully meshing configuration, such as certain high-viscosity polymers and compounds.
 +86-189 1339 2785
+86-189 1339 2785