English
English 中文简体
中文简体 русский
русский عربى
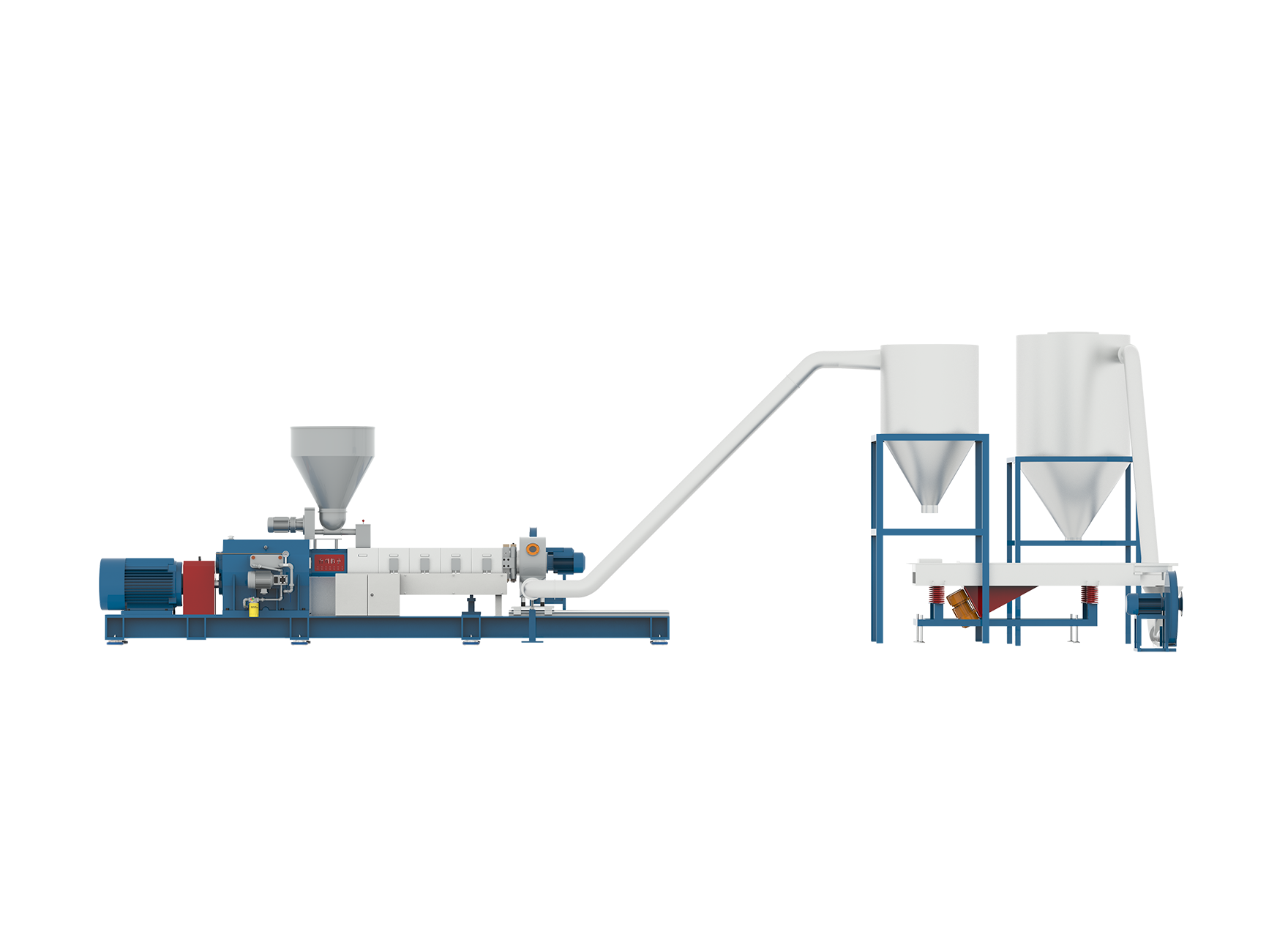
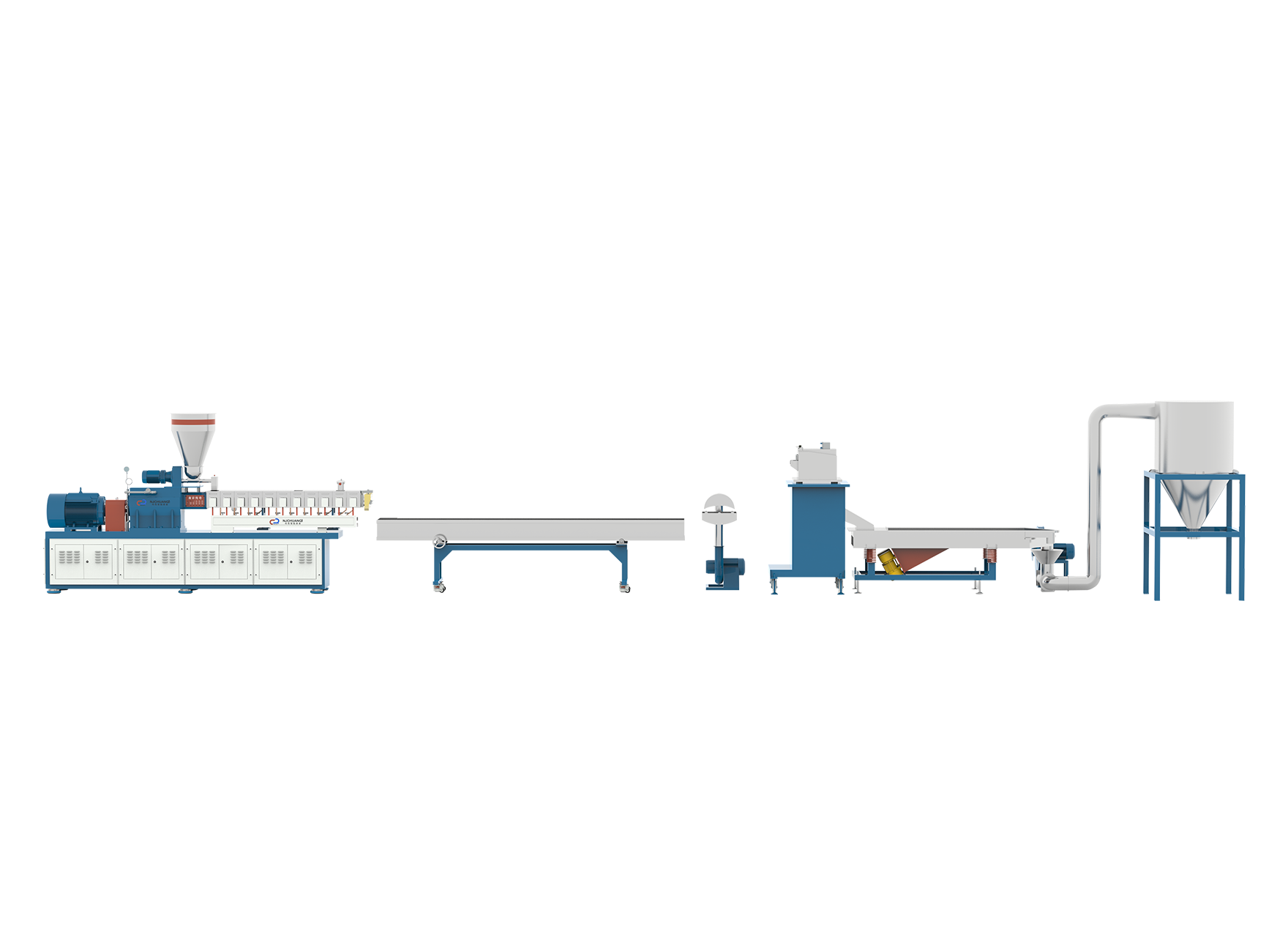
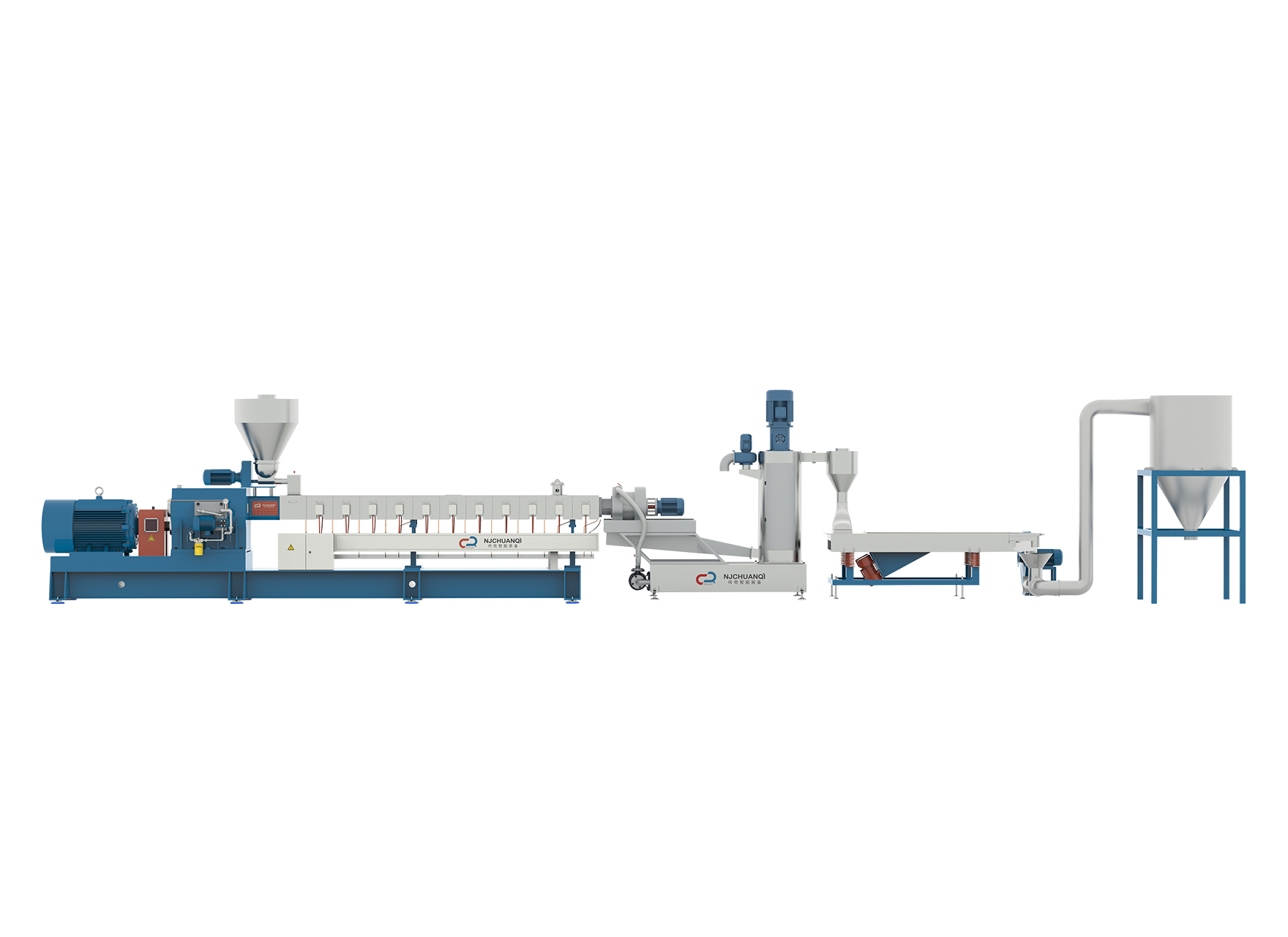
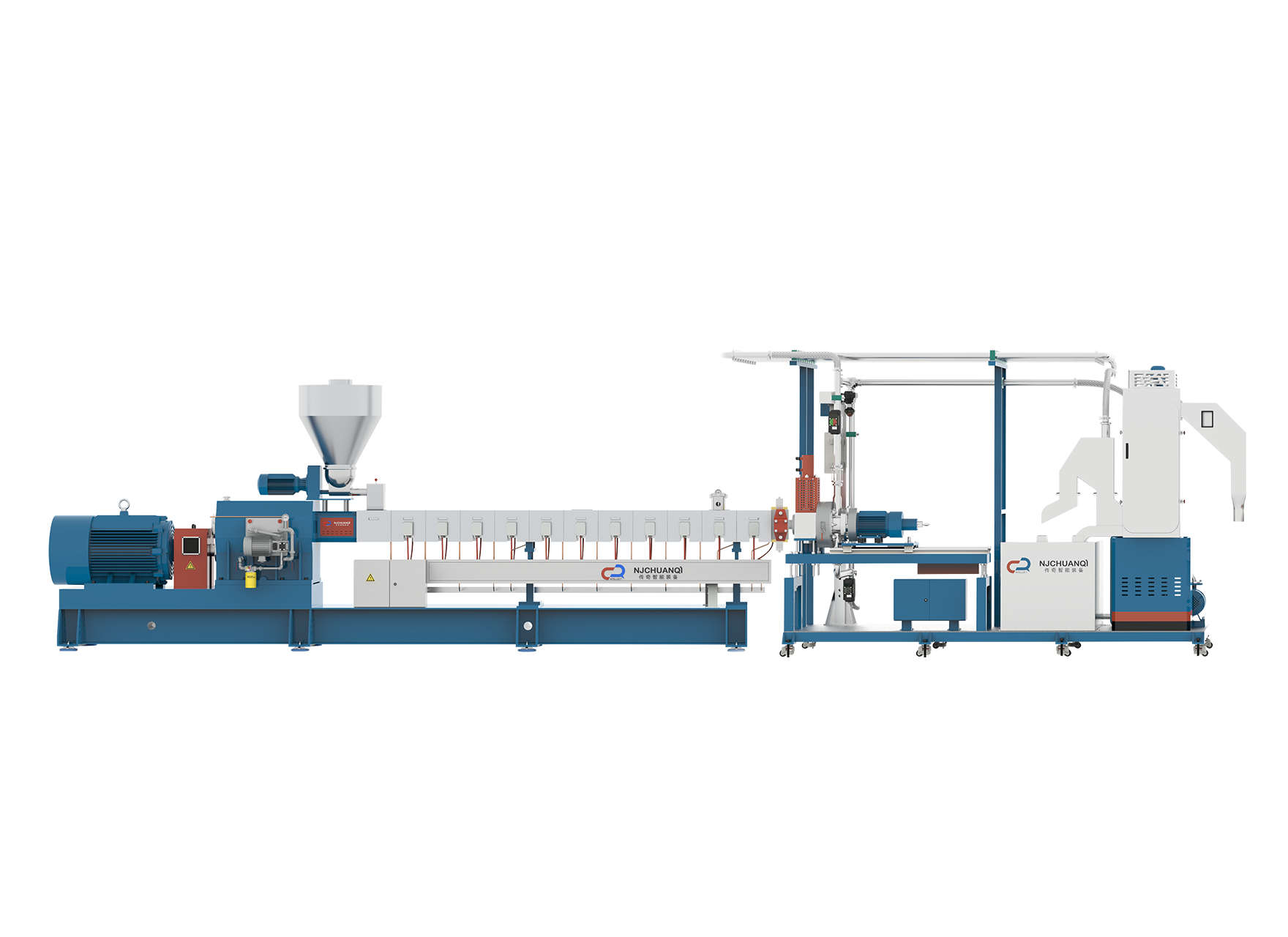
عربىThe auxiliary equipment of a plastic pelletising line mainly includes a pay-off device, a straightening device, a preheating device, a cooling device, a haul-off device, a metre counter, a spark tester and a take-up device. The extruder unit with different uses of its optional auxiliary equipment is not the same. Such as a cutter, blow dryer, and printing device.
Straightening device: plastic extrusion waste type of a common is eccentric, and the core of a variety of types of bending is one of the important reasons for insulation eccentricity. In the sheath extrusion, the sheath surface scratching is also often caused by the bending of the core. Therefore, a variety of extrusion units in the straightening device is indispensable. The main types of devices are roller (divided into horizontal and vertical); pulley type (divided into a single pulley and pulley group); stranded wheel, both drag, straighten, and stabilise the tension and other roles; pressure wheel (divided into horizontal and vertical) and so on.
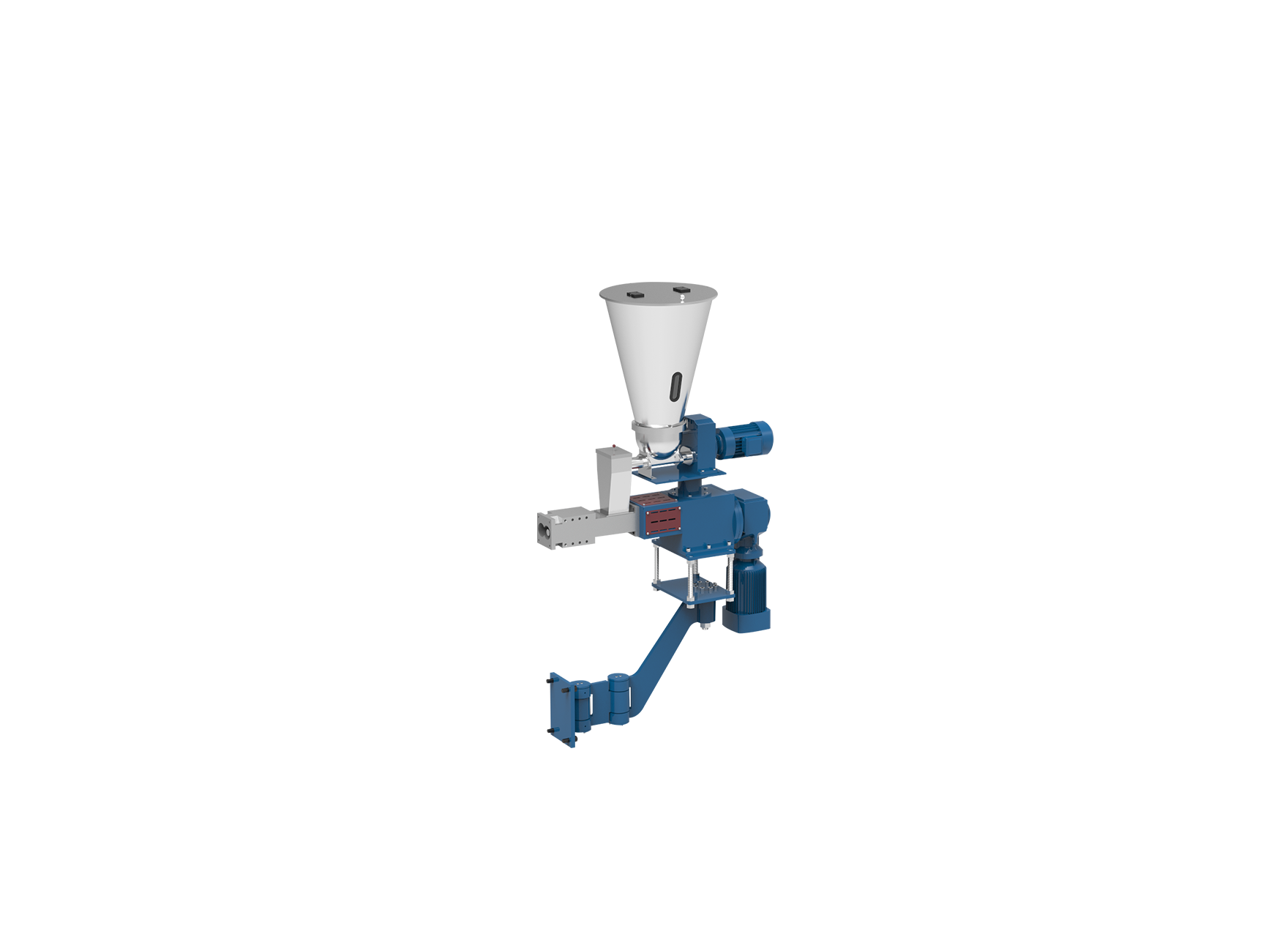
Preheating device: core preheating for insulation extrusion and sheath extrusion is required. The insulation layer, especially the thin layer of insulation, can not allow the existence of air holes, the core in the extrusion package before the high-temperature preheating can clear the surface of the water, and oil. For the sheath extrusion, its main role is to dry the cable core, to prevent the role of moisture (or moisture around the package cushion layer) so that the sheath is the possibility of air holes. Preheating can also prevent the plastic extrusion due to sudden cooling and residual internal pressure effect.
In the extrusion of plastic process, preheating can alleviate the cold line into the high-temperature head, granulator manufacturers in the mouth of the mould in contact with the plastic when the formation of the disparity between the temperature difference, free from fluctuations in the temperature of the plastic and lead to fluctuations in the pressure of the extrusion, to stabilise the amount of extrusion, to protect the quality of the extrusion. Extrusion units are used in the electric heating core preheating devices, the requirements of sufficient capacity to ensure that the temperature rises quickly so that the core preheating and cable core drying are efficient. The preheating temperature is subject to the constraints of the release speed, generally similar to the head temperature on the line.
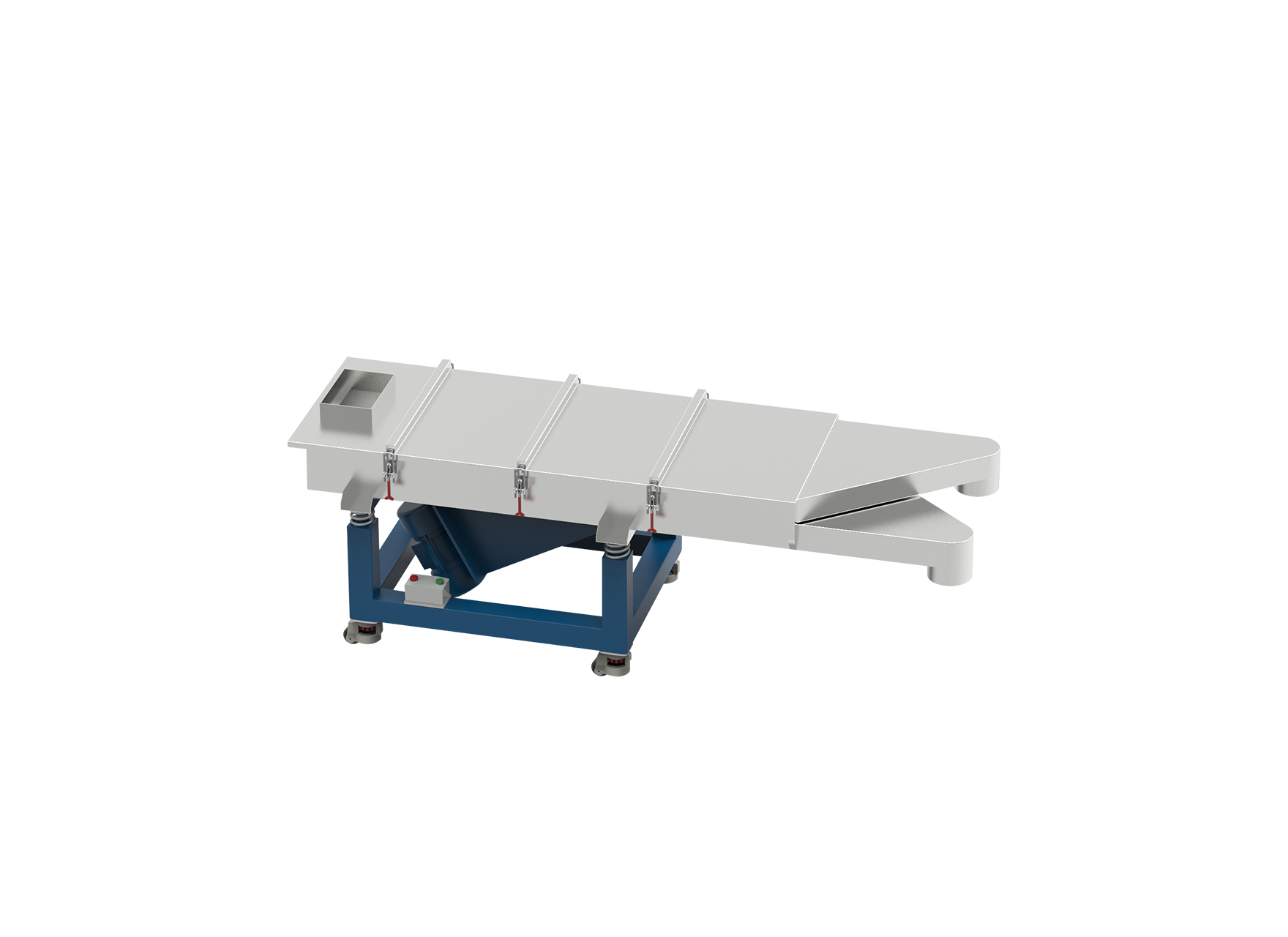
Cooling device: the moulding of the plastic extrusion layer after leaving the machine head, should be cooled and shaped, otherwise, it will be deformed under the action of gravity. The cooling method usually adopts water cooling, and according to the different water temperatures, divided into rapid cooling and slow cooling. Rapid cooling is cold water direct cooling, rapid cooling of plastic extrusion layer shaping is beneficial, but for crystalline polymer, because of the sudden hot cooling, easy in the extrusion layer organisation of the residual internal stresses, pilot to cracking in the process of use, the general PVC plastic layer using rapid cooling.
Slow cooling is to reduce the internal stress of the product, in the cooling water tank in sections of the water placed at different temperatures, so that the product is gradually cooled down and shaped, PE, PP extrusion on the use of slow cooling, that is, after the hot water, warm water, cold water, three sections of cooling.
 +86-189 1339 2785
+86-189 1339 2785